Case Study
Prominent Walnut Plant is Reducing FM and Quality Control Staff
The Challenge
In high-volume walnut processing, foreign material like shell, fins, rocks, allergens such as almonds, and subtle kernel defects often slip past traditional optical sorting—especially when processors also need precise color grading (extra light, light, light amber, amber) and consistent sizing. These hard-to-detect issues typically force multiple sorter passes, increase rework, and require large QC teams to manually identify what upstream machinery misses. For a plant operating at the scale of major California walnut processors, this results in higher labor costs, slower throughput, and less confidence in grading accuracy.
The Solution
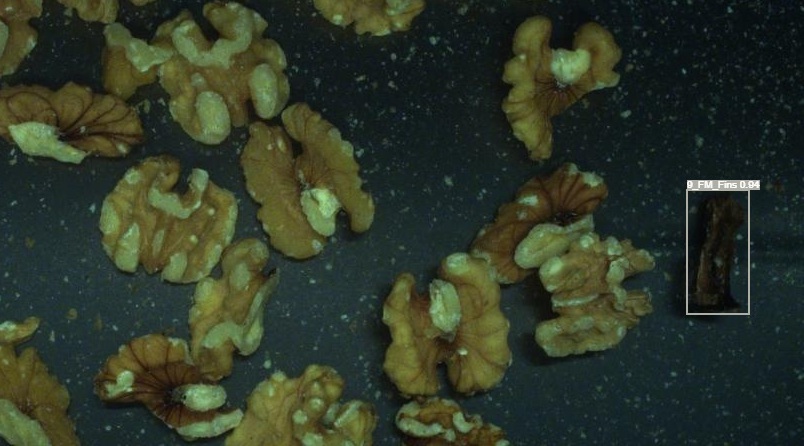
By incorporating the Borde Inspect System into the walnut line, the plant now captures high-resolution, real-time data on every kernel—identifying all major foreign materials (shell, fins, rocks, butterballs, allergens) while simultaneously grading kernel color and size by both count and percentage. Borde’s AI-driven cameras and learning algorithms enhance existing sorting protocols by detecting defects traditional systems overlook, reducing the need for repeated sorter runs and significantly cutting manual QC labor. The result is a more efficient, automated workflow that strengthens grading accuracy and improves yield forecasting with reliable, data-rich insights.

The Benefits
- Significantly reduced waste and improved efficiency
- Increased confidence in their walnut grading
- Increased revenue through improved bin forecasting

All rights reserved © 2026 Borde